|
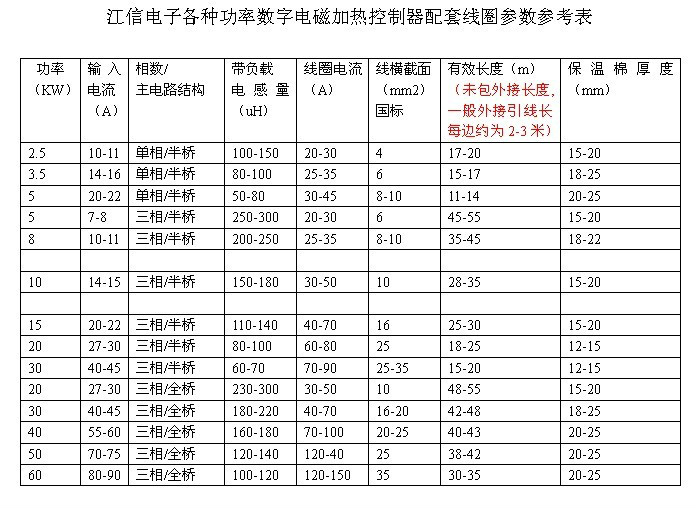
在一般小
型注塑機加熱系統中,一般有3-4個溫區,每個溫
區功率約為2-3KW。傳統的電磁加熱改造是采用多個2.5KW控制板,再加上配電箱,構成一個比較復雜的組合電磁加熱系統,此方法雖然有節能效果,預熱速度也快。但安裝數量多,電磁干擾也比較大,接線比較復雜,給工程安裝人員帶來一定的麻煩。為了減小
電磁加熱器
數量,提高注塑機電磁加熱工作性能和安裝改造效率,廣東球盟会体育電子推出一款注塑機專用
電磁感應加熱
多路控制器,額定功率為8KW。多可帶4個 線圈,輪流切換工作方式,達到每個溫區的加熱溫度。
注塑機專用電磁加熱多路控制器接線說明
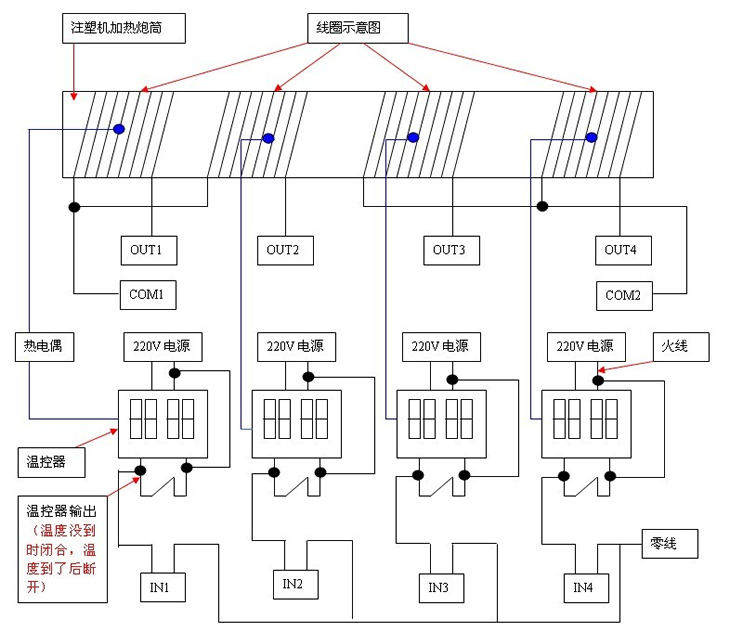
工作原理本分區控制器是針對一個電磁加熱機芯分時加熱多個區的控制方式,主要用于需要多區加熱的注塑機等工業設備加熱。各個溫區的溫控器繼電器輸出接在本控制器的溫控輸入端,溫控器輸入一對應輸出一的對應,當對應的輸入端輸入220V時,則對應的輸出端繼電器吸合,控制器交流接確器接通,當輸入端接通220V時,繼電器吸合后,本控制器將啟動機芯加熱,加熱時間默認為15秒鐘,當加熱15秒鐘后,多路控制器依次檢測第二個溫控器信號,當需要加熱時計到達時15秒鐘后,則停止區加熱,自動輪流第二區加熱,依次檢測,當都無加熱220V電源時,則不加熱。本控制器輸入信號為原來每個溫區的電阻加熱220V電源電壓。只需要將此輸入電壓接到IN1、IN2、IN3、IN4時,同時輸入信號燈亮,表示輸入信號正常。 本分區控制器可以設定線圈的工作時間,默認為15秒,需要更改輪流工作時間時,長按住FRG編程鍵,顯示F-01,再調節  鍵,調節到F-16時,按住ENTER鍵進入輪流時間工作設定狀態。此時顯示15,在閃動,表示等待輸入時間,通過 鍵,調節到F-16時,按住ENTER鍵進入輪流時間工作設定狀態。此時顯示15,在閃動,表示等待輸入時間,通過 和 和 鍵調節時間好后,再按住ENTER鍵3秒鐘不放,就自動保存,設定時間范圍為5-60秒。 鍵調節時間好后,再按住ENTER鍵3秒鐘不放,就自動保存,設定時間范圍為5-60秒。
線圈制作參數調試方法:通電工作后顯示面板默認顯示輸入工作電流,建議用鉗表測輸入電流檢查一下輸入電流是否在額定電流范圍,正常工作時每相電流約為10-11A,接按一下  鍵一次,顯示工作頻率,正常時顯示15-22KHz,高于22KHz,說明線圈繞少了,需要增加線圈;低于15KHz,說明線圈多繞了,需減少線圈。要是工作頻率對了,再按 鍵一次,顯示工作頻率,正常時顯示15-22KHz,高于22KHz,說明線圈繞少了,需要增加線圈;低于15KHz,說明線圈多繞了,需減少線圈。要是工作頻率對了,再按 鍵一次,此時顯示相位差狀態,正常顯示00-03,高于04說明線圈可能比較少,或者保溫層可能比較厚,或者線圈間隔可能比較大。當加熱到炮桶正常生產溫度時,三個參數要符合標準,機器方能理想工作:一,工作電流:(85-100%額定范圍內都正常);二,工作頻率:10-20KHz;三,工作相位差:00-03。祝您安裝順利! 鍵一次,此時顯示相位差狀態,正常顯示00-03,高于04說明線圈可能比較少,或者保溫層可能比較厚,或者線圈間隔可能比較大。當加熱到炮桶正常生產溫度時,三個參數要符合標準,機器方能理想工作:一,工作電流:(85-100%額定范圍內都正常);二,工作頻率:10-20KHz;三,工作相位差:00-03。祝您安裝順利!
|
contact us

佛山市順德區容桂鎮公園路4號D座3樓

13727351772

jx@sdasnte.com